


Podstawa filtra
Podstawa filtra wykonana jest ze stali metodą toczenia i frezowania (nacięcia pod klucz hakowy) a następnie pokryta powłoką galwaniczną zdatną do lutowania lutem cynowym. W zachowanych motocyklach wojskowych (wersja WH) spotyka się podstawy oksydowane (malowane?) na czarno.
 |
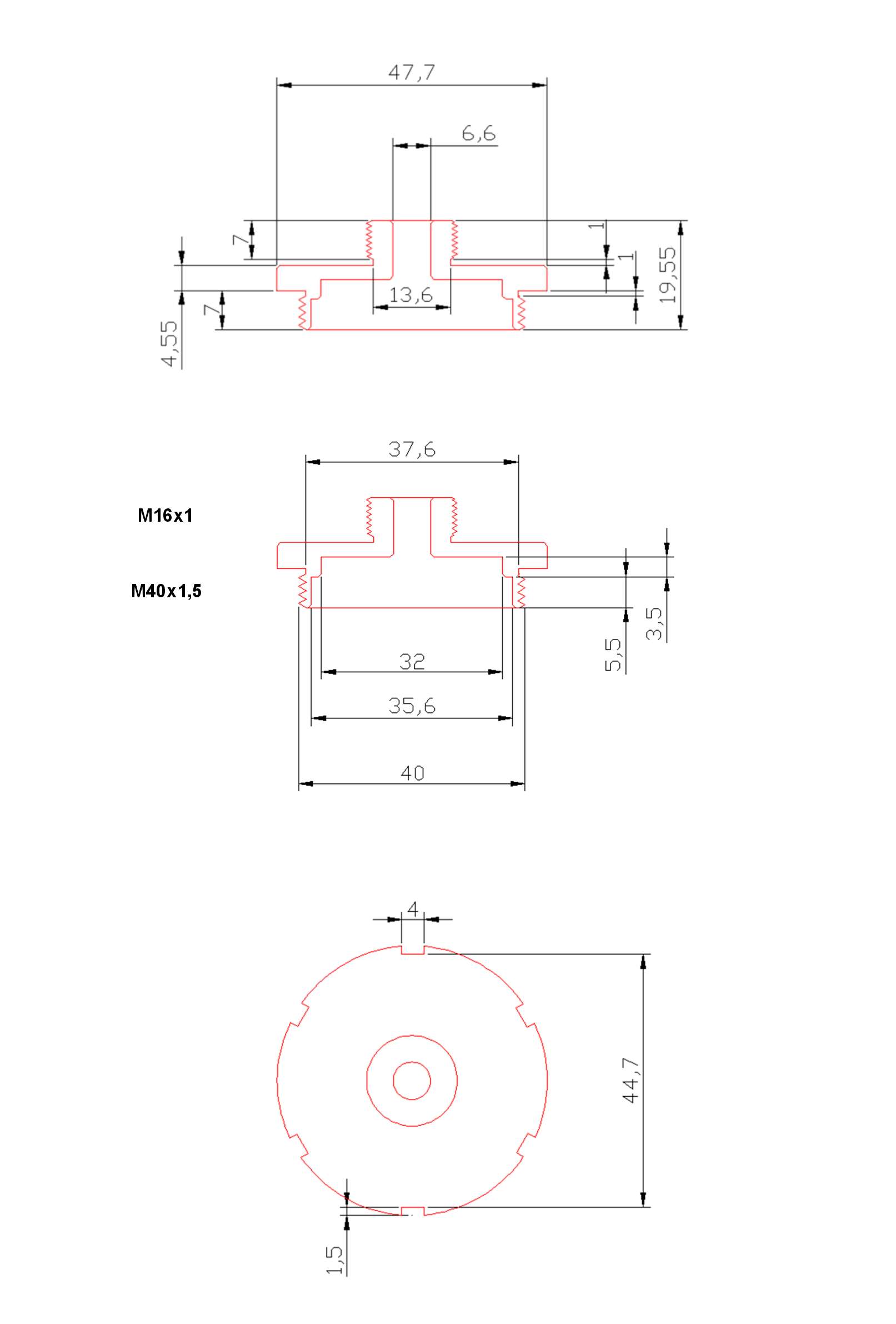 |
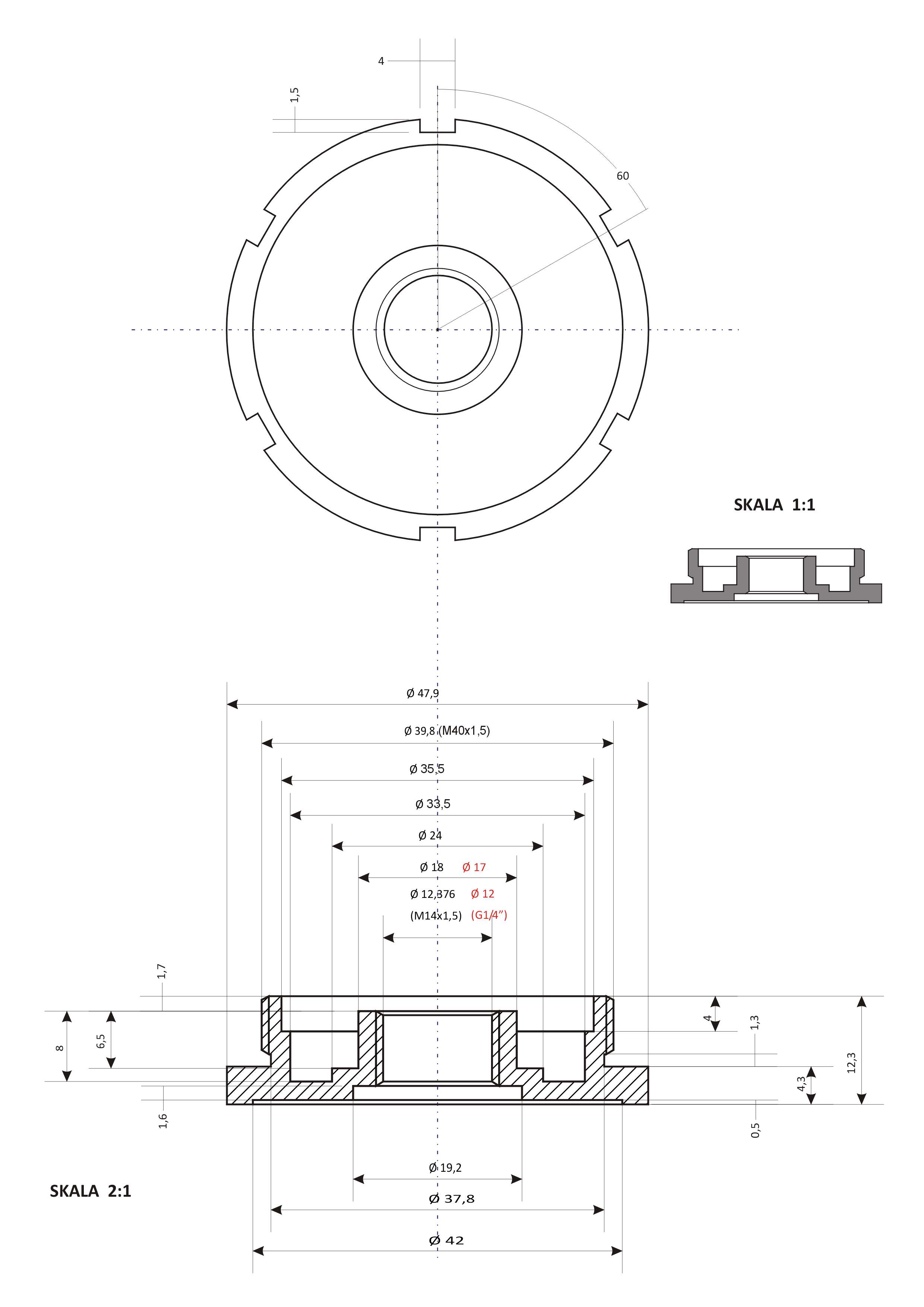
| Rysunki wykonawcze podstawy filtra (na kranik prosty po lewej i na kranik kątowy po prawej) |
|
Obróbkę skrawaniem najlepiej powierzyć fachowcowi. Rysunki wykonawcze dla różnych wersji podstaw filtra znajdują się powyżej. Alternatywne wymiary do wersji calowej podstawy na kranik płaski oznaczone są kolorem czerwonym.
 |
 |
| Wytoczona podstawa filtra | |
Po wytoczeniu, a jeszcze przed oddaniem do galwanizerni należy sprawdzić czy podstawa wkręca się lekko do zbiornika oleju i czy dokręca się do końca. W moim wypadku konieczna była korekta gwintu i dopiero jego poluzowanie do wymiaru 39,8 oraz poprawa zejścia gwintu przy uszczelce co dopiero pozwoliło na odpowiednie wkręcenie. Prawidłowo wykonana (odchudzona) podstawa na kranik prosty powinna mieć wagę ok. 70 g.
 |
 |
| Podstawa filtra po cynkowaniu | |
Nie udało mi się z całą pewnością ustalić jaka była oryginalna powłoka galwaniczna podstawy filtra (srebrzysto-biała powłoka, bez podkładu miedziowego), więc ze względu na łatwość lutowania oddałem podstawę do cynkowania galwanicznego z pasywacją białą. Efekt widać na zdjęciach. Po nałożeniu powłoki warto ponownie sprawdzić pasowanie gwintów, zwłaszcza lekkość wkręcania do zbiorniku oleju.
Siatka filtrująca
Oryginalny filtr wykonany jest z siatki mosiężnej wykonanej z drutu o średnicy 0,1 mm i oczku 0,16 mm. Siatka tego typu dostępna jest także współcześnie, także w małych kawałkach, np. 100x200 mm co z zapasem wystarcza na jeden filtr.
 |
| Rysunek wykonawczy siatki filtra |
Pracę rozpoczynamy od wycięcia nożyczkami pasa siatki o szerokości 73 mm. Długość pasa nie mniejsza niż 130 mm. Jeśli to możliwe ze względu na wymiary kawałka siatki, którym dysponujemy należy wybrać kierunek cięcia tak, aby wycięty pas samoistnie zwijał się w rurkę. W innym przypadku należy przeciągnąć pasek np. przez krawędź stołu aby wymusić kierunek zwijania. Następnie należy zagiąć pasek na krótszym odcinku z obydwu stron na ok. 4 mm (zagięcia w przeciwnych kierunkach) i wykonać złączyć na zakładkę według rysunku. Zmierzyć uzyskaną średnicę rurki ewentualnie korygując długość pasa, aby po zaciśnięciu łączenia uzyskać rurkę o średnicy zewnętrznej 35,5 mm. Poprawnie wykonana rurka powinna wchodzić do podstawy filtra z niewielkim luzem.
Kolejnym etapem jest wykonanie denka filtra. Po wycięciu okrągłego kawałka siatki (z odpowiednio dużym naddatkiem) należy uformować cylindryczną część denka na wałku o średnicy ok. 34 mm. Nadmiar materiału obciąć nożyczkami, aby uzyskać 3-4 mm wysokości części cylindrycznej.
Filtr jest wzmocniony od środka taśmą mosiężną o grubości 0,5 mm i szerokości 5 mm. Na jeden filtr potrzebne jest 175 mm takiej taśmy. Taśmę zaginamy w sposób podany na rysunku. Po przymierzeniu do elementów z siatki ewentualne naddatki obcinamy.
 |
 |
| Siatka filtra po zlutowaniu | |
Mając przygotowane wszystkie potrzebne elementy: rurkę, denko i taśmę możemy przystąpić do lutowania. Ze względu na niewielką ilość materiału do nagrzania wystarczy pistoletowa lutownica transformatorowa i cienka cyna używana w elektronice. Dodatkowo potrzeby jest topnik do lutowania miękkiego (w płynie), np. Lutop C, którym cienko pokrywamy powierzchnie, na których ma się znaleźć cyna. Miejsca lutowania pokazuje rysunek. Dodatkowo należy „zabielić” dolną cześć siatki, która wchodzi w podstawę filtra (na szerokość ok. 4 mm).
Montaż
Mając ocynkowaną pokrywę i zlutowaną siatkę możemy przystąpić do montażu tych elementów. Ja zrobiłem to na kuchence gazowej, na stelażu której położyłem cienką blachę stalową (1-1,5 mm, można z powodzeniem wykorzystać popularny "obciążnik" do przesyłki listowej). Na blasze umieściłem podstawę filtra, na którą wcześniej nałożyłem topnik w miejscu lutowania (tym razem topnik do cynku, np. Lutop-ZP). Po odpowiednim rozgrzaniu podstawy (najmniejszy palnik, mały płomień) wystarczy przyłożyć cynę i daje się łatwo zabielić odpowiednią powierzchnię wewnątrz podstawy filtra. Następnie wkładamy w rozgrzaną podstawę siatkę, ustawiając ją w pionie, wyłączamy gaz i czekamy aż wszystko ostygnie. Wypłukujemy wodą resztki topnika i mamy filtr gotowy.
 |
 |
| Gotowy filtr z zamontowanym kranikiem | |
Filtr uzupełniamy uszczelką fibrową o wymiarach 40x47x1. Aby uniknąć uszkodzeń do zakręcania i odkręcania używamy zawsze odpowiedniego klucza hakowego pazurkowego, który powinien być stałym elementem wożonego zestawu narzędzi.